The customer sent me a box with the woods and spacers, which arrived this morning, along with several plates of thick copper from another very nice bladesmith. Unfortunately I did not get many WIP photos, so bear with me.
The customer sent me a box with the woods and spacers, which arrived this morning, along with several plates of thick copper from another very nice bladesmith. Unfortunately I did not get many WIP photos, so bear with me.
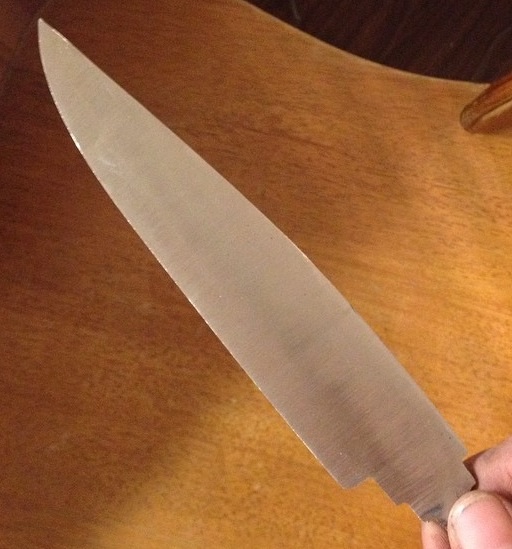
I started out with the guard, from copper plate, which fortunately already had a hole in it (I need to get new drill bits soon). I used needle files to enlarge the hole into a slot, matching it up with the shoulder of the blade. Notice I ground the blade where it meets the tang in several sections, there’s the ricasso (rectangular part where the blade stops), the shoulder, then the tang. The shoulder is a small transitioning piece, where I fit the guard onto. The ricasso then, expands over the guard, which gives the impression of a “single piece” construction. The tang is then slightly smaller, which helps later when I epoxy it all together.
After filing the guard to fit the shoulder snugly, I took it to the grinder and shaped it into a teardrop shape (I have a personal fondness for that shape, having cut many stones in it), then sanded it to 320 or so. I then began work on the handle, cutting some spalted maple to shape, drilling and fitting the tang, then doing the same for the carbon spacers and purple heart. I finally got it fitted, very very snugly, and after tapping all the pieces together, they held together perfectly by only friction. Then it was a combination of files and a 36 grit belt on the grinder to get it roughly shaped. It’s quite tricky as the maple is significantly softer than the purple heart, so after grinding the purple heart side, I have to adapt very cautiously to the maple, so as to avoid making costly mistakes. After rough shape, I switched to a 220 belt to smooth sand it all. Once this was done, I took apart the pieces, polished the blade, and soldered a short section of copper rod to the end of the tang, extending it about a centimeter past where the end of the handle would be. Then time for final assembly.
I slipped on the guard and used a hammer to secure it firmly against the tang, polishing it after to take away the forging marks on the copper. I used a liberal amount of epoxy on the maple section, and slipped it on against the guard. I had to work fast because of how fast the epoxy sets. To keep the blade still while I worked, I stuck the blade tip first into the workbench so it stuck firm with the tang in the air. One by one I put on the spacers, with epoxy in between each layer. Last was was the Purple Heart, which I gave an extra amount of epoxy as it was the end piece. Once on, I tapped the pommel to firmly press it all together. While it cured, I peened the copper tang extension, which mushroomed over and into the Purple Heart, locking it in.
Once the epoxy cured I used a 220 belt to sand off the excess epoxy, grind the pommel nut flush, and do any final shaping.
The customer asked for a symbol he sent me a picture of to be inlayed, a sort of mix of a 4 and an F. One side of the spalted maple was fairly bland compared to the other, so I chose that place to inlay. After marking out with a pencil, I used a small Dremel bit to carve out a trench in the shape of the symbol. I then cut out small strips of silver from silver sheet, slightly wider than the trench was deep, and cutting them to the right lengths. I dabbed a generous amount of superglue into the trenches, and tapped the silver strips into the trenches sideways. After the glue had cured, I took it to the grinder and sanded the inlay flush, after which it was a progression of sandpaper until I reached 400 grit, oiling it every now and then. After sharpening, the blade was finished, and I made a leather sheath to go with it.